Работа с секретными документами.
Засекречивание конкретных сведений в связи с наличием в них государственных и служебных тайн осуществляется в соответствии с перечнем главнейших сведений, составляющих государственную тайну, и ведомственными перечнями сведений, подлежащих засекречиванию. Единый порядок засекречивания сведений определен положением о порядке установления степени секретности сведений, содержащихся в работах, документах и изделиях.
1. При засекречивании сведений руководствуются следующими принципами: 1) решение проблемы засекречивания в целом с позиции государственной значимости этих сведений; при этом необходимо учитывать противоречивость и единство двух тенденций: с одной стороны, стремление обеспечить надежность сохранности государственных и служебных тайн, с другой стороны, не допустить необоснованного массового засекречивания;
2. Объективный характер определения степени секретности сведений, который основывается на точном использовании существующих перечней охраняемых сведений;
3. оптимизация объема засекречиваемых сведений;
4. периодический просмотр степени секретности сведений на предмет снятия или снижения грифа секретности.
СД - секретный документ. СС - степень секретности.
Рассекречивание СД производится при:
1. Изменении перечней сведений, подлежащих засекречиванию;
2. Окончании срока действия грифа;
3. Изменении международной обстановки;
4. Появлении новых достижений в науке и технике;
5. Продаже или передаче вооружения другим странам;
6. Снятии оружия или б/техники с вооружения.
СЕКРЕТНОЕ ДЕЛОПРОИЗВОДСТВО (СДП) - это порядок учета, составления, хранения, размножения, пересылки и уничтожения секретных документов.
Ведение секретного делопроизводства осуществляется на основании:
1. Инструкции № 0126;
2. Ведомственные инструкции по СДП;
3. ГОСТ 2904-74 (Правила выполнения, учета и обращения СД).
УСЛОВНЫЕ НАИМЕНОВАНИЯ И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Условные наименования (шифры) присваиваются закрытым работам. Они представляют из себя явления природы, нарицательные имена сущ-е.
Условные обозначения (индексы) присваиваются секретным изделиям. Они представляют из себя цифробуквенные обозначения.
Существует 2 формы учета СД: журнальная и карточная. При журнальной системе информация о СД хранится в спец. журналах. При карточной - на спец. карточках, отельных для каждого СД. При учете СД присваиваются рег/номера и фиксируется след. информация: гриф, количество листов, количество экземпляров, источник поступления, краткое содержание, дата поступления. Учету подлежат: СД, рабочие тетради, спец. блокноты, отдельные листы бумаги.
При хранении секретных документов установается порядок, обеспечивающий содержание в безопасности СД на рабочих местах и в спец. хранилищах; порядок, предотвращающий порчу СД, их утрату и несанкционированное копирование. В рабочее время СД хранятся у исполнителей в личных сейфах или в секретных портфелях (папках). После окончания работы СД сдаются на хранение в 1-е отделы.
ПОРЯДОК РАЗРАБОТКИ СЕКРЕТНЫХ ДОКУМЕНТОВ
1. СД разрабатываются только в спец. блокнотах, рабочих тетрадях;
2. Степень секретности документа определяется в соответствии с перечнями;
3. Количество экземпляров СД определяется служебной необходимостью;
4. В СД должен быть представлен минимально возможный объем секретных сведений;
5. В документах для машинописи нельзя указывать тактико-технические характеристики.
7. Запрещается самостоятельно уничтожать СД. ТТХ - тактико-технические характеристики.
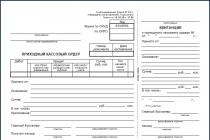
ОСУЩЕСТВЛЕНИЕ ОФОРМЛЕНИЯ СЕКРЕТНОГО ДОКУМЕНТА
Порядок оформления СД:
1. Гриф;
2. N экземпляра;
3. Адрес;
4. Текст;
5. Приложения;
6. Подпись;
Порядок оформления последнего листа:
1. Исполнители;
2. Гриф;
3. Количество листов и экземпляров;
4. адреса экземпляров;
5. Машинистка;
6. Дата.
Как осуществляется РАЗМНОЖЕНИЕ СЕКРЕТНЫХ ДОКУМЕНТОВ
Подготовленный секретный документ подается исполнителями для размножения.Сдаются только те листы СД, которые подлежат копированию. После размножения исполнитель получает документы и расписывается за оригинал и каждую копию. Не подлежат копированию СД с грифом Особой Важности.
ПЕРЕСЫЛКА СЕКРЕТНЫХ ДОКУМЕНТОВ СД пересылаются только через Режимно Секретный Отдел предприятия.Полностью оформленный и подписанный секретный документ сдается исполнителем в 1-й отдел для пересылки. Перед отправкой СД помещается в спец. упаковку, исключающую несанкционированное изъятие СД. Пересылка СД в другие города осуществляется подразделениями спец. связи Мин. Связи РФ и подразделениями фельдсвязи МинОбороны РФ. При пересылке в рамках одного города используются: курьеры, нарочные, работники Режимно Секретного Отдела, исполнители.
Лица, занятые доставкой секретной почты обеспечиваются служебным транспортом и охраной. Передача СД адресатам осуществляется по разносным книгам, распискам, реестрам под личную роспись принимающего, которая скрепляется печатью 1-го отдела с проставлением времени и числа.
УНИЧТОЖЕНИЕ СЕКРЕТНЫХ ДОКУМЕНТОВ
СД, потерявшие свою практическую и др. ценность подлежат уничтожению. Для уничтожения СД приказом руководителя предприятия назначается комиссия в составе не менее 3-х человек. Порядок работы комиссии:
1. Оценка ценности СД;
2. Написание акта на уничтожение СД;
3. Проведение сверки представленных на уничтожение документов с записями в журналах и карточках учета;
4. Проставление росписей в акте и представление его на утверждение руководителю предприятия;
5. Уничтожение в присутствии членов комиссии. Акт на уничтожение хранится в 1-м отделе.
Описание работы
Засекречивание конкретных сведений в связи с наличием в них государственных и служебных тайн осуществляется в соответствии с перечнем главнейших сведений, составляющих государственную тайну, и ведомственными перечнями сведений, подлежащих засекречиванию. Единый порядок засекречивания сведений определен положением о порядке установления степени секретности сведений, содержащихся в работах, документах и изделиях.
СДП - это порядок учета, составления, хранения, размножения, пересылки и уничтожения СД.
Ведение СДП возлагается на 1-е отделы РСО предприятия. СДП осуществляется на основании следующих документов:
Инструкция 0126;
Ведомственные инструкции по СДП;
ГОСТ 2904-74 (Правила выполнения, учета и обращения СД).
"УСЛОВНЫЕ НАИМЕНОВАНИЯ И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ"
Условные наименования (шифры) присваиваются закрытым работам. Они представляют из себя явления природы, нарицательные имена сущ-е.
Условные обозначения (индексы) присваиваются секретным изделиям. Они представляют из себя цифробуквенные обозначения. УО и УИ применяются для указания ссылок на СД и СИ. Само название СД или СИ применяется только в крайних случаях.
ВОПРОС N2. "ПОРЯДОК РАБОТЫ С СЕКРЕТНЫМИ ДОКУМЕНТАМИ". "УЧЕТ СЕКРЕТНЫХ ДОКУМЕНТОВ"
Учет СД - регистрация и контроль за их сохранностью. Существует 2 формы учета СД: журнальная и карточная. При журнальной системе информация о СД хранится в спец. журналах. При карточной - на спец. карточках, отельных для каждого СД. При учете СД присваиваются рег/номера и фиксируется след. информация: гриф, количество листов, количество экземпляров, источник поступления, краткое содержание, дата поступления. Учету подлежат: СД, рабочие тетради, спец. блокноты, отдельные листы бумаги.
"ХРАНЕНИЕ СЕКРЕТНЫХ ДОКУМЕНТОВ"
ХСД - установленный порядок, обеспечивающий содержание в безопасности СД на рабочих местах и в спец. хранилищах; порядок, предотвращающий порчу СД, их утрату и НСК. НСК - несанкционированное копирование. В рабочее время СД хранятся у исполнителей в личных сейфах или в секретных портфелях (папках). После окончания работы СД сдаются на хранение в 1-е отделы.
"ПОРЯДОК ОБРАЩЕНИЯ С СЕКРЕТНЫМИ ДОКУМЕНТАМИ"
При обращении с СД следует соблюдать следующие правила:
СД выдаются только под личную роспись;
Работа с СД осуществляется в спец. помещениях;
При работе с СД на рабочем столе должны находиться только необходимые в данный момент документы;
Запрещается держать СД вместе с несекретными;
Запрещается хранить СД в рабочих столах;
При приеме посетителей нельзя оставлять СД в положении, удобном для обозрения;
Необходимо убирать СД в сейф при временном выходе из помещения;
Запрещается выносить СД за пределы охраняемой территории;
При окончании работы с СД необходимо проверить наличие всех СД.
"Порядок разработки секретных документов"
СД разрабатываются только в спец. блокнотах, рабочих тетрадях;
СС документа определяется в соответствии с перечнями;
Количество экземпляров СД определяется служебной необходимостью;
В СД должен быть представлен минимально возможный объем секретных сведений;
В документах для машинописи нельзя указывать ТТХ;
Запрещается снимать копии с СД без разрешения;
Запрещается самостоятельно уничтожать СД. ТТХ - тактико-технические характеристики.
"Осуществление оформления секретного документа"
Порядок оформления СД:
Приложения;
N экземпляра;
Порядок оформления последнего листа:
- особой важности;
- совершенно секретные;
- секретные.
- Инструкция 0126;
- Ведомственные инструкции по СДП;
- ГОСТ 2904-74 (Правила выполнения, учета и обращения СД).
- ПЕРСОНАЛЬНЫЕ: мини-уничтожители для небольших и домашних офисов, профессиональные уничтожители для индивидуального рабочего места.
- ОФИСНЫЕ: уничтожители для отделов и малых офисов, уничтожители для больших офисов и компьютерных отделов.
- АРХИВНЫЕ: уничтожители для утилизации крупных объемов документов.
Исполнители;
Количество листов и экземпляров;
адреса экземпляров;
Уничтожители документов, или шредеры (от англ. to shred - резать, рвать на куски) предназначены для электромеханической утилизации бумажных документов. Залогом успешной работы любой фирмы является обеспечение защиты информации.
Определенные ее виды, например, финансовая, ноу-хау, данные о персонале или клиентах нуждаются в особой защите. Конфиденциальный документ, попавший в руки конкурентов, может нанести огромный ущерб.
Использование шредеров помогает уменьшить вероятность утечки ценной информации. Их скорость настолько велика, что гарантирует уничтожение документов в считанные секунды. Этот аппарат также и идеальный помощник в наведении порядка на рабочем месте. Он позволяет оперативно и безопасно избавиться от уже ненужных бумаг. Степень секретности аппаратов зависит от размеров фрагментов разрезанной бумаги: чем они мельче – тем сложнее впоследствии восстановить документы и тем выше секретность. В соответствии с европейским стандартом уничтожения служебных документов DIN 32757 различают шесть основных степеней секретности. Однако, Федеральным Законом РФ «О государственной тайне», регулирующим отношения, возникающие в связи с отнесением сведений к государственной тайне, их засекречиванием или рассекречиванием и защитой в интересах обеспечения безопасности РФ определены Степени (грифы) секретности документов как:
Секретное делопроизводство осуществляется на основании следующих документов:
В частности, в некоторых ведомственных инструкциях говориться об уничтожении либо сжиганием, либо резкой на кусочки площадью не более 5 кв. мм. В связи с этим компания Ideal стала в начале 2004 года выпускать «шредеры» - 6-ой степени секретности, что соответствует нашему грифу – «документ особой важности».
Таблица степеней секретности:
| Степень секретности | Тип документа | Допустимые размеры фрагмента | ||
| Ширина, мм. | Длина, мм. | Площадь, кв. мм. | ||
| I | Открытая переписка | 12 | - | 2000 |
| II | Внутренняя переписка | 6 | - | 800 |
| III | Конфиденциальные документы | 2 | - | 594 |
| 4 | 80 | 320 | ||
| IV | Секретные документы | 2 | 15 | 30 |
| V | Совершенно секретные документы | 0.8 | 12 | 10 |
| VI | Документы особой важности | 0.8 | 6 | 5 |
Уничтожители подразделяются на следующие группы:
Основными характеристиками уничтожителей являются: способ резки, степень секретности документов, производительность, ширина приемной части, а также объем контейнера и уровень шума.
1 РАЗРАБОТАН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении Госстандарта России
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 6 от 21 октября 1994 г.)
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Республика Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызстандарт |
|
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 10 октября 1995 г. № 526 межгосударственный стандарт ГОСТ 18126-94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1996 г.
4 ВЗАМЕН ГОСТ 18126-72
5. ПЕРЕИЗДАНИЕ. Октябрь 2005 г.
ГОСТ 18126-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ И ГАЙКИ С ДИАМЕТРОМ
РЕЗЬБЫ СВЫШЕ 48 ММ
Общие технические условия
Bolts and nuts with thread diameter over 48 mm. General specifications
Дата введения 1996-01-01
1 Область применения
Настоящий стандарт распространяется на болты и гайки с диаметром резьбы свыше 48 мм класса точности А и В.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
Сталь углеродистая обыкновенного качества. Марки
Отливки стальные. Общие технические условия
Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2904-91 Основные нормы взаимозаменяемости. Метки на деталях с левой резьбой
Прокат из легированной конструкционной стали. Технические условия
Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
Металлы. Метод измерения твердости по Бринеллю
Металлы. Метод измерения твердости по Роквеллу
ГОСТ 12414-94 Концы болтов, винтов и шпилек. Размеры
ГОСТ 16093-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
Изделия крепежные. Правила приемки
Изделия крепежные. Упаковка. Маркировка. Транспортирование и хранение
Сталь теплоустойчивая. Технические условия
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 24705-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 27148-86 Изделия крепежные. Выход резьбы. Сбеги, недорезы и проточки. Размеры
3 Основные параметры и размеры
3.1 По конструкции и размерам болты и гайки должны соответствовать требованиям, установленным в стандартах на продукцию.
3.2 Допуски формы и расположения поверхностей болтов и гаек по ГОСТ 24643:
Допуск симметричности шестигранника (размер «под ключ») относительно оси стержня болта или относительно оси резьбы гайки (для изделий класса точности А), допуск перпендикулярности опорной поверхности головки болтов относительно оси стержня, допуск соосности резьбы относительно оси стержня болта, допуск пересечения осей отверстия под шплинт и резьбы болта, допуск симметричности шлицев корончатой гайки относительно оси резьбы - по 14-й степени точности;
Допуск симметричности шестигранника (размер «под ключ») относительно оси стержня болта или относительно оси резьбы гайки (для изделий класса точности В), допуск перпендикулярности опорной поверхности гайки относительно оси резьбы - по 15-й степени точности.
3.3 Резьба болтов и гаек по ГОСТ 24705, поля допусков резьбы: болтов - 6g, гаек - 6Н по ГОСТ 16093 .
3.4 Концы болтов - по ГОСТ 12414.
3.5 Сбеги, недорезы - по ГОСТ 27148.
3.6 Схема условного обозначения болтов и гаек дана в
3.7 У болтов и гаек допускаются:
Фаски на опорной поверхности болтов под углом не более 15°;
Отсутствие концевой фаски на стержнях накатанных изделий;
Скругление ребер шестигранника, не выводящее диаметр описанной окружности за предельное отклонение;
Уклон граней (угол β на рисунке 1) не более:
30" - для изделий класса точности А
1° - для изделий класса точности В.
Примечание - Уклон граней не должен выводить размер «под ключ» за предельные отклонения.
Рисунок 1
Косой срез стержня шириной (С на рисунке 2) не более одного шага резьбы.

Ст3кп
25Л- II
225 в закаленном состоянии
Легированные стали
35Х
40ХН
Коррозионно-стойкие стали
12Х18Н9Т 12Х18Н10Т
14X17Н2
Жаростойкие и жаропрочные стали
25Х1МФ
Примечания
1 Для изготовления изделий из материала групп 02, 04, 05 и 06 допускается применение автоматной стали.
2 Для изготовления гаек из материалов 02, 04, 05 и 06 допускается применять фосфористую сталь.
3 Применение бессемеровских сталей для изготовления болтов и гаек не допускается.
4.2.2 С согласия потребителя допускается изготовление болтов из марок кипящих сталей.
4.2.3 Допускается для изготовления болтов и гаек применять неуказанные в таблице 1 марки материалов, обеспечивающие механические свойства не ниже указанных, и цветные сплавы.
4.3 Покрытия
4.3.1 Болты и гайки должны изготовляться с одним из видов покрытий по таблице 2 или без покрытий.
Таблица 2
|
Вид покрытия |
Обозначение покрытий |
|
|
по |
цифровое |
|
|
Цинковое, хроматированное |
Ц.хр |
|
|
Окисное, пропитанное маслом |
Хим.Окс.прм |
|
|
Фосфатное, пропитанное маслом |
Хим.Фос.прм |
|
Допускается применять другие виды покрытий - по .
4.3.2 Выбор толщины покрытий - по .
4.3.3 Технические требования к покрытиям - по .
4.4 Маркировка
4.4.1 Болты и гайки должны иметь товарный знак предприятия-изготовителя и условное обозначение группы в соответствии с указанными в таблице 1.
На изделия класса точности А должна быть нанесена буква А.
4.4.2 Знаки маркировки могут быть выпуклыми или углубленными.
При маркировке выпуклыми знаками допускается увеличение наибольшей предельной высоты головки болта или гайки на 0,3 мм.
4.4.3 Размеры знаков маркировки устанавливает предприятие-изготовитель.
4.4.4 Знаки маркировки наносят:
для болтов - на торцевую или боковую поверхность головки;
для гаек - на одну из торцевых поверхностей.
Знаки на боковой поверхности головки должны быть углубленными.
4.4.5 Знаки маркировки должны быть отчетливо видны невооруженным глазом независимо от качества обработки поверхности изделия.
4.4.6 Допускается вместо маркировки каждого изделия (кроме буквы А) наносить маркировку на тару, в которой упакованы изделия.
4.4.7 Метки на изделиях с левой резьбой - по ГОСТ 2904.
5 Приемка
5.1 Правила приемки - по .
6 Методы контроля
6.1 Внешний вид изделий проверяется визуально без применения увеличительных приборов. Допускается в спорных случаях использовать лупу с трехкратным увеличением.
Примечания
1 Шероховатость поверхностей проверяют сравнением с эталонными образцами.
2 Допускается проверка наличия трещин специальными методами, шероховатости поверхности - приборами.
6.2 Размеры изделий проверяют предельными калибрами, шаблонами, универсальными измерительными инструментами, контрольными матрицами и др.
6.3 Резьбу проверяют предельными калибрами. Для болтов с отверстиями под шплинты допускается навинчивание непроходного резьбового калибра до полного прохождения отверстия.
6.4 Толщину слоя покрытия проверяют на головке болтов, на гранях или торцах гаек. Выбор метода проверки толщины покрытий - по усмотрению изготовителя. Контроль качества покрытий - по .
6.5 Перпендикулярность опорной поверхности головки болта к оси стержня измеряют угловым шаблоном или щупом по просвету между опорной поверхностью головки и торцовой поверхностью контрольной матрицы. Диаметр отверстия в матрице должен соответствовать указанному в таблице 3.
Таблица 3
|
Номинальный диаметр резьбы |
Диаметр отверстий матриц классов точности |
|
|
Примечание - Предельные отклонения диаметров отверстий - по Н13. |
||
Перпендикулярность опорной поверхности гайки к оси резьбы проверяют щупом по просвету между торцовыми поверхностями гайки и контрольного кольца, навинченных до соприкосновения между собой на резьбовую оправку.
Допускается проверка перпендикулярности опорной поверхности изделий контролем торцового биения.
6.6 Прямолинейность стержня болтов проверяют по свободному вхождению стержня в контрольную матрицу. Диаметр отверстия в матрице должен соответствовать указанному в таблице 3. Глубина отверстия в матрице должна быть не менее длины проверяемого изделия.
6.7 Уклон граней головки проверяют угловым шаблоном.
6.8 Длину болта, если срез стержня косой, проверяют по его длинной стороне.
6.9 Расположение прорезей корончатых и прорезных гаек контролируют калибром, резьба которого выполнена по размерам проходного резьбового калибра проверяемой гайки, а диаметр штифта равен диаметру шплинта (рисунок 3).

Рисунок 3
Форма основания прорези не проверяется.
Допускаются другие методы контроля.
6.10 Диаметр описанной окружности шестигранных гаек и болтов с шестигранной головкой проверяют в средней части высоты гайки или головки болта на участке, равном половине их высоты.
6.11 Шероховатость резьбы проверяют на боковых поверхностях профиля.
6.12 Шероховатость торца стержней не контролируется.
6.13 Размеры, не ограниченные предельными отклонениями, не контролируются. Выполнение их должно гарантироваться технологическим процессом изготовления.
6.14 Твердость определяют по или . При этом числа твердости должны находиться в пределах, указанных в таблице 1.
Твердость болтов проверяют на головке, у гаек - на торцовой поверхности или гранях. Метод измерения твердости выбирает предприятие-изготовитель.
6.15 Измерение глубины обезуглероженного слоя производится на микрошлифе. При этом общая величина обезуглероживания не должна превышать 1/2 высоты номинального профиля резьбы на вершине и 1/10 высоты номинального профиля резьбы во впадине (рисунок 4).
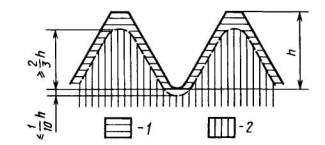
1 - полностью или частично обезуглероженная зона;
2 - необезуглероженная зона
Рисунок 4
6.16 Механические свойства заготовок болтов и гаек должны соответствовать техническим требованиям на материал, из которого изготавливается изделие. (рекомендуемое)
СХЕМА УСЛОВНОГО ОБОЗНАЧЕНИЯ БОЛТОВ И ГАЕК
Условное обозначение болтов и гаек должно записываться по следующей схеме
1 - наименование изделия; 2 - класс точности А; 3 - исполнение 2; 4 - номинальный диаметр резьбы; 5 - мелкий шаг резьбы; 6 - направление резьбы; 7 - поле допуска резьбы; 8 - длина изделия (кроме гаек); 9 - условное обозначение группы материала; 10 - указание о применении спокойной (С) или автоматной (А) стали; 11 - марка материала для групп 02, 04, 11, 21; 12 - виды и толщина покрытия
Примечания
1 В условном обозначении не указывают:
исполнение 1, крупный шаг резьбы, правую резьбу, отсутствие покрытия, а также параметры, однозначно определяемые стандартом;
класс точности В, если стандартом на конкретное крепежное изделие предусматривается 2 класса точности (А и В).
2 Если применяется покрытие, не предусмотренное настоящим стандартом, его обозначение указывается по .
Ключевые слова : крепежные изделия, болты с шестигранной головкой, гайки шестигранные, диаметр резьбы свыше 48 мм, классы точности А и В, параметры, размеры, технические требования, механические свойства, покрытие, маркировка, приемка, методы контроля, транспортирование, хранение, схема